Китай производитель: корпуса оборудования из металла для КИП
2026-06-03
Критерии выбора металлических корпусов для КИП: от материала до допуска
Выбор надежного корпуса оборудования из металла для контрольно-измерительных приборов (КИП) начинается не с поиска поставщика, а с анализа условий эксплуатации. В нашей практике мы неоднократно сталкивались с ситуацией, когда заказчик экономил на толщине листа 0.5 мм, что приводило к деформации корпуса при монтаже в вибронагруженных зонах и последующему выходу электроники из строя. Правильно подобранный металл — это не просто оболочка, а первый рубеж защиты дорогостоящей автоматики от влаги, пыли и механических воздействий. Для промышленных решений ключевыми параметрами становятся марка стали, метод формовки и качество защитного покрытия.
Инженеры ООО «Цзянчжоу Сянгюй Металлические Изделия», базирующиеся в промышленном кластере провинции Хэбэй, ежедневно решают задачи по изготовлению прецизионных щитков и клеммников, где допуски измеряются сотыми долями миллиметра. Наш опыт показывает, что игнорирование стандартов ISO 9001 на этапе входного контроля сырья часто становится причиной брака, который обнаруживается только после сборки узла. Поэтому при оценке поставщика важно смотреть не на красивые картинки в каталоге, а на реальные протоколы испытаний и способность завода обеспечить стабильность геометрии в серийном производстве.
Материалы и их влияние на срок службы прибора
Основная дилемма при заказе — выбор между углеродистой сталью, нержавеющей сталью и алюминием. Углеродистая сталь (марки St3SP, 08kp) остается самым популярным решением для шкафов распределительной автоматизации DTU и стандартных щитков благодаря оптимальному соотношению цены и прочности. Однако без качественной обработки поверхности такой материал подвержен коррозии уже через 6–8 месяцев эксплуатации во влажном цеху. Нержавеющая сталь AISI 304 или 316L незаменима в пищевой промышленности или на открытых площадках, где требуется устойчивость к агрессивным средам, но её стоимость может превышать цену碳钢 в 3–4 раза.
Алюминиевые сплавы (например, АД31) выбирают для портативных приборов и устройств, где критичен вес. Они обладают отличной теплопроводностью, что полезно для пассивного охлаждения электроники, но уступают стали в механической стойкости к ударам. Мы рекомендуем использовать алюминий только в тех случаях, когда прибор не будет подвергаться прямым механическим нагрузкам или вибрациям высокой амплитуды. Ошибка в выборе материала часто приводит к тому, что корпус приходится менять раньше, чем выходит из строя само оборудование.
Важно учитывать не только марку металла, но и его толщину. Для навесных шкафов КИП минимальная толщина стенки должна составлять 1.2–1.5 мм, чтобы избежать эффекта «парусности» при открывании дверцы. Тонколистовой металл (0.8 мм) допустим только для внутренних перегородок или декоративных панелей, защищенных от внешнего воздействия. В компании «Цзянчжоу Сянгюй» мы проводим обязательный входной контроль толщины листа с помощью ультразвуковых дефектоскопов, так как даже небольшое отклонение от номинала может нарушить герметичность стыков после гибки.
Технологии производства корпусов: штамповка против лазерной резки
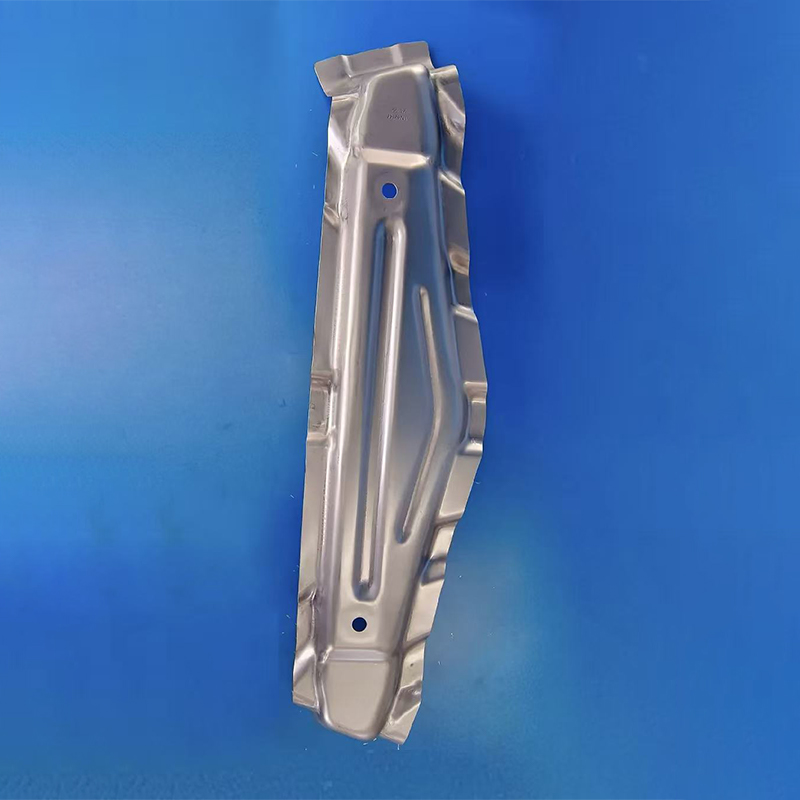
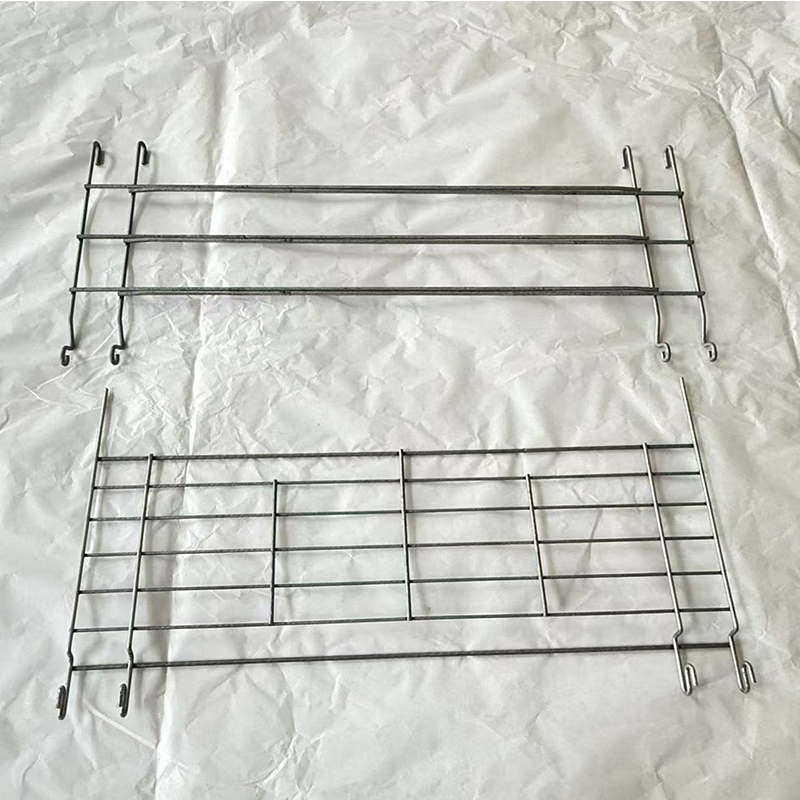
Метод формирования заготовки напрямую влияет на итоговую стоимость партии и точность сопряжения деталей. Штамповка листового металла идеальна для крупносерийного производства типовых изделий, таких как дверцы для животноводческих клеток или стандартные корпуса вытяжных систем. Высокая скорость прессования позволяет снизить себестоимость единицы продукции на 30–40% по сравнению с другими методами, но требует изготовления дорогостоящей оснастки. Этот вариант оправдан только при заказе от 500–1000 штук, когда затраты на пресс-форму окупаются объемом.
Для опытных образцов и мелкосерийных партий (до 200 шт.) незаменима лазерная резка с последующей гибкой на ЧПУ станках. Эта технология позволяет вносить изменения в чертеж буквально за час до начала раскроя, что критически важно при разработке новых моделей КИП. Точность лазерного реза составляет ±0.05 мм, что обеспечивает идеальную стыковку элементов без дополнительных подгонок. Наша производственная линия в Цзянчжоу оснащена автоматическими сварочными комплексами, которые фиксируют детали после гибки, исключая человеческий фактор и гарантируя повторяемость размеров от первой до последней единицы в партии.
Сварка и сборка — этап, где чаще всего возникают проблемы с герметичностью. Использование роботизированной сварки позволяет получать швы с минимальным тепловым воздействием, предотвращая коробление тонкостенных конструкций. После сварки обязательна зачистка швов и нанесение защитного слоя. Мы применяем методы цинкования, окраски порошковыми составами и пассивации в зависимости от требований заказчика. Например, для уличных грилей из нержавеющей стали используется электрохимическая полировка, а для шкафов подстанций — многослойное порошковое покрытие толщиной 60–80 мкм, устойчивое к ультрафиолету и перепадам температур.
| Параметр сравнения | Штамповка (Press Stamping) | Лазерная резка + Гибка (Laser Cutting + Bending) |
|---|---|---|
| Оптимальный объем партии | От 1000 шт. и выше | От 1 до 500 шт. |
| Стоимость оснастки | Высокая (требуется изготовление пресс-форм) | Отсутствует (программное управление) |
| Гибкость изменений | Низкая (изменение конструкции требует новой формы) | Высокая (чертеж меняется в CAD за минуты) |
| Точность геометрии | Высокая, но зависит от износа штампа | Экстремально высокая (±0.05 мм) |
| Срок запуска производства | 2–4 недели (изготовление инструмента) | 3–5 дней (подготовка программы) |
Контроль качества и сертификация продукции
Надежность металлического корпуса определяется не только материалом, но и системой контроля на каждом этапе. Стандарт ISO 9001, внедренный на нашем предприятии, регламентирует проверку каждой партии сырья, промежуточный контроль параметров гибки и финальное тестирование готовых изделий. В нашей практике был случай, когда партия заготовок была забракована на этапе входного контроля из-за микротрещин в структуре металла, невидимых невооруженным глазом. Использование такого материала привело бы к разрушению сварных швов через полгода эксплуатации, что стоило бы клиенту миллионов рублей убытков.
Для экспортных поставок в страны ЕАЭС и Европу критически важно соответствие стандартам ГОСТ 15150 (исполнение УХЛ) или наличие маркировки CE/EAC. Эти сертификаты подтверждают, что корпус выдержит работу в диапазоне температур от -60°C до +50°C и сохранит степень защиты IP54/IP65. При заказе обязательно требуйте протоколы испытаний на коррозионную стойкость и ударопрочность. Отсутствие таких документов — верный признак того, что производитель сэкономил на лабораторном оборудовании или использует вторичное сырье.
Финишная обработка поверхности играет решающую роль в долговечности изделия. Цинкование горячим способом обеспечивает защиту на 20–30 лет, тогда как обычная краска может облупиться за один сезон. Пассивация нержавеющей стали необходима для удаления свободных частиц железа с поверхности, которые могут стать очагами точечной коррозии. Мы рекомендуем заказчикам указывать в техническом задании конкретный тип покрытия и требуемую толщину слоя, чтобы избежать недопонимания с заводом-изготовителем.
Логистика и работа с китайскими производителями
Заказ металлоизделий в Китае требует четкого понимания логистических цепочек и таможенных нюансов. Прямая работа с фабрикой в провинции Хэбэй, входящей в агломерацию Пекин–Тяньцзинь–Хэбэй, позволяет сократить издержки на 15–20% по сравнению с покупкой через торговых посредников в крупных городах. Однако это накладывает ответственность за организацию доставки и проверку груза перед отгрузкой. Мы рекомендуем всегда включать в контракт условие о проведении инспекции третьей стороной (например, SGS или Bureau Veritas) перед оплатой финального транша.
Сроки производства варьируются от 15 до 45 дней в зависимости от сложности изделия и загруженности линии. Мелкосерийные заказы на лазерную резку выполняются быстрее, тогда как крупные партии штампованных деталей требуют времени на подготовку пресс-форм. Гибкая модель сотрудничества, которую предлагает ООО «Цзянчжоу Сянгюй Металлические Изделия», позволяет поддерживать как единичные проекты с индивидуальными ТЗ, так и масштабные поставки «под ключ». Важно заранее согласовать упаковку: использование деревянных обрешеток и влагозащитной пленки обязательно для морской перевозки, чтобы исключить повреждения при погрузке.
Прозрачность коммуникации — залог успешного проекта. Все технические вопросы, от согласования 3D-моделей до выбора цвета краски по каталогу RAL, должны фиксироваться в письменном виде. Наша сервисная политика строится на принципах ответственности: мы сопровождаем заказ от первичного консультирования до координации логистики. Если вы ищете надежного партнера для производства корпусов оборудования из металла, способного гарантировать соблюдение сроков и параметров качества, рассмотрите возможность прямого сотрудничества с проверенными заводами, имеющими собственный цикл полной переработки.
Правильный выбор поставщика металлических компонентов — это инвестиция в бесперебойную работу вашего оборудования на годы вперед. Не рискуйте качеством ради сомнительной экономии на этапе закупки. Свяжитесь с нами сегодня для обсуждения вашего технического задания и получения детального расчета стоимости с учетом всех логистических расходов. Мы готовы предложить комплексное решение задач любой сложности, опираясь на 15-летний опыт работы в сфере прецизионной металлообработки.