Купить металлические корпуса для оборудования напрямую от производителя
2026-06-04
- Почему прямые поставки корпусов оборудования из металла меняют экономику вашего проекта
- Критические параметры выбора: материал, толщина и защита
- Технологический процесс: от чертежа до готового изделия
- Стандарты качества и управление рисками при импорте
- Часто задаваемые вопросы
- Ваш надежный партнер в мире металлообработки
Почему прямые поставки корпусов оборудования из металла меняют экономику вашего проекта
Закупка корпуса оборудования из металла напрямую у производителя в Китае позволяет сократить бюджет на 30–45% по сравнению с покупкой через локальных дистрибьюторов, но только при условии грамотного управления логистикой и контролем качества. В нашей практике работа с российскими и европейскими инженерами показала, что ключевая ошибка — это попытка сэкономить на этапе проектирования или выбор поставщика исключительно по минимальной цене за килограмм изделия. Мы видим, как компании теряют месяцы на переделку партий, не соответствующих чертежам, или сталкиваются с коррозией покрытия через полгода эксплуатации. Прямой контракт с заводом, таким как ООО «Цзянчжоу Сянгюй Металлические Изделия», базирующимся в промышленном кластере Пекин–Тяньцзинь–Хэбэй, дает доступ к полному циклу производства: от лазерной резки до порошковой окраски, минуя наценки посредников.
Рынок металлических оболочек для электроники и промышленной автоматизации в 2026 году требует не просто наличия склада, а гибкости производственной линии. Стандартные решения часто не подходят под специфические требования монтажа в условиях низких температур или агрессивных сред. Когда вы заказываете корпуса оборудования из металла у интегратора, вы платите за его маржу и аренду склада. Когда вы работаете с фабрикой, вы платите за металл, станко-часы и финишную обработку. Разница в цене формируется именно за счет исключения лишних звеньев цепи поставок. Однако этот путь требует от заказчика технической грамотности: нужно четко понимать разницу между холоднокатаной сталью SPCC и оцинкованным листом SGCC, знать требования к допускам и методам сварки.
Критические параметры выбора: материал, толщина и защита
Выбор материала определяет не только стоимость, но и срок службы изделия в конкретных условиях эксплуатации. Большинство запросов на корпуса оборудования из металла касаются трех основных групп материалов: углеродистая сталь, нержавеющая сталь и алюминий. Углеродистая сталь (марки Q235, SPCC) является самым бюджетным вариантом и идеально подходит для шкафов распределительной автоматизации DTU, устанавливаемых в сухих помещениях. Нержавеющая сталь (AISI 304, 316L) необходима для пищевого производства, уличных грилей или химических цехов, где важна устойчивость к коррозии и возможность санитарной обработки. Алюминиевые сплавы используют там, где критичен вес конструкции и теплоотвод, например, в корпусах для силовой электроники.
Толщина листа — параметр, на котором часто пытаются сэкономить недобросовестные поставщики. Снижение толщины с 1.5 мм до 1.2 мм может показаться незначительным, но для крупногабаритного шкафа это приводит к потере жесткости и деформации дверей при транспортировке. В производственной базе ООО «Цзянчжоу Сянгюй Металлические Изделия» входной контроль сырья включает проверку толщины микрометром на каждой партии катушки. Мы неоднократно сталкивались с ситуацией, когда клиент получал партию с заниженной толщиной, что приводило к невозможности установки тяжелого внутреннего оборудования без дополнительного усиления рамы. Это не просто брак, это риск разрушения конструкции под нагрузкой.
Защитное покрытие — второй по важности фактор после выбора базового металла. Для уличного применения одной только краски недостаточно. Технология горячего цинкования или нанесение эпоксидно-полиэфирного порошкового покрытия толщиной 60–80 мкм обеспечивает защиту от ультрафиолета и влаги. Важно понимать разницу между пассивацией и полноценным покрытием. Пассивация лишь замедляет окисление, тогда как полимерный слой создает физический барьер. В нашем ассортименте есть решения для различных классов защиты IP: от IP20 для серверных стоек до IP65 для уличных терминалов. Каждый этап обработки сопровождается промежуточной проверкой адгезии и толщины слоя, что гарантирует соответствие заявленным характеристикам.
Сравнительная таблица материалов для промышленных корпусов
| Параметр | Углеродистая сталь (SPCC/Q235) | Нержавеющая сталь (AISI 304) | Алюминий (Alloy 5052/6061) |
|---|---|---|---|
| Стоимость | Низкая (базовый ориентир) | Высокая (в 3-4 раза выше стали) | Средняя (в 2-2.5 раза выше стали) |
| Коррозионная стойкость | Требует обязательного покрытия (цинк, краска) | Высокая, устойчива к кислотам и щелочам | Высокая, образует оксидную пленку |
| Прочность и жесткость | Высокая, хорошо держит форму при больших габаритах | Очень высокая, сложно деформировать | Средняя, требует ребер жесткости для крупных форм |
| Вес конструкции | Тяжелый (плотность 7.85 г/см³) | Тяжелый (плотность 7.9 г/см³) | Легкий (плотность 2.7 г/см³) |
| Обработка и сварка | Отличная свариваемость, легко штампуется | Требует аргоновой сварки, сложнее в обработке | Хорошая обрабатываемость, специфическая сварка |
| Типичное применение | Электрощиты, шкафы автоматики, кожухи | Пищевое оборудование, химия, медицина | Телекоммуникации, радиаторы, легкие панели |
Технологический процесс: от чертежа до готового изделия
Производство качественного корпуса оборудования из металла начинается не в цеху, а в конструкторском бюро. Ошибка в развертке детали на этапе проектирования приводит к тому, что после гибки размеры изделия не совпадают с чертежом на несколько миллиметров. Это критично для сборки, где требуется точность стыковки панелей. Инженеры ООО «Цзянчжоу Сянгюй Металлические Изделия» проводят анализ технологичности конструкции (DFM) перед запуском в работу. Мы проверяем радиусы гиба, расположение отверстий относительно кромок и возможность доступа инструмента для сварки. Один из наших клиентов столкнулся с проблемой, когда отверстия под крепеж были смещены на 2 мм из-за неправильного учета коэффициента удлинения при гибке, что сделало всю партию непригодной для сборки без ручной доработки.
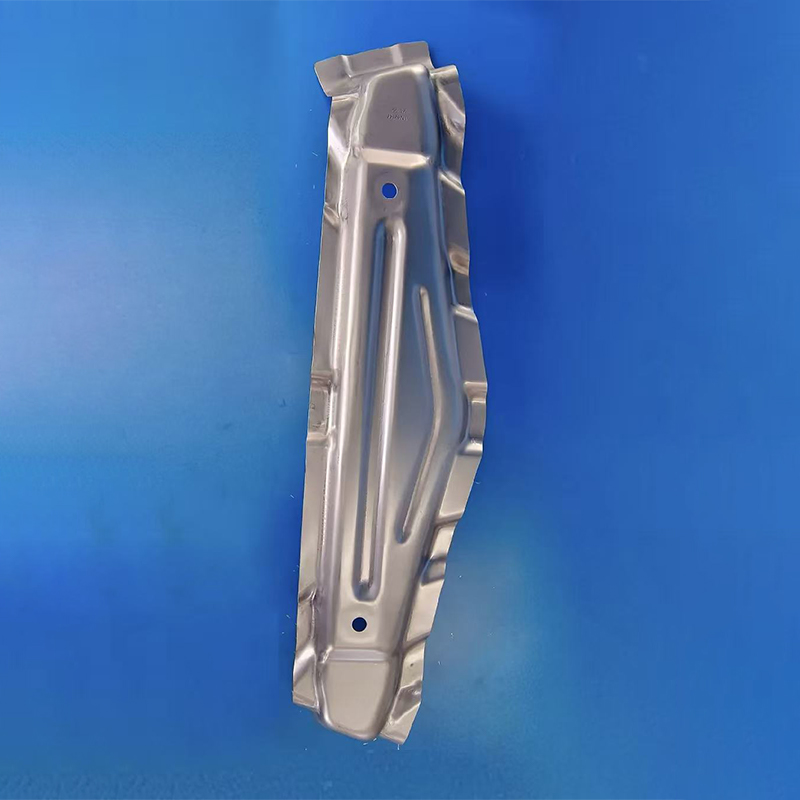
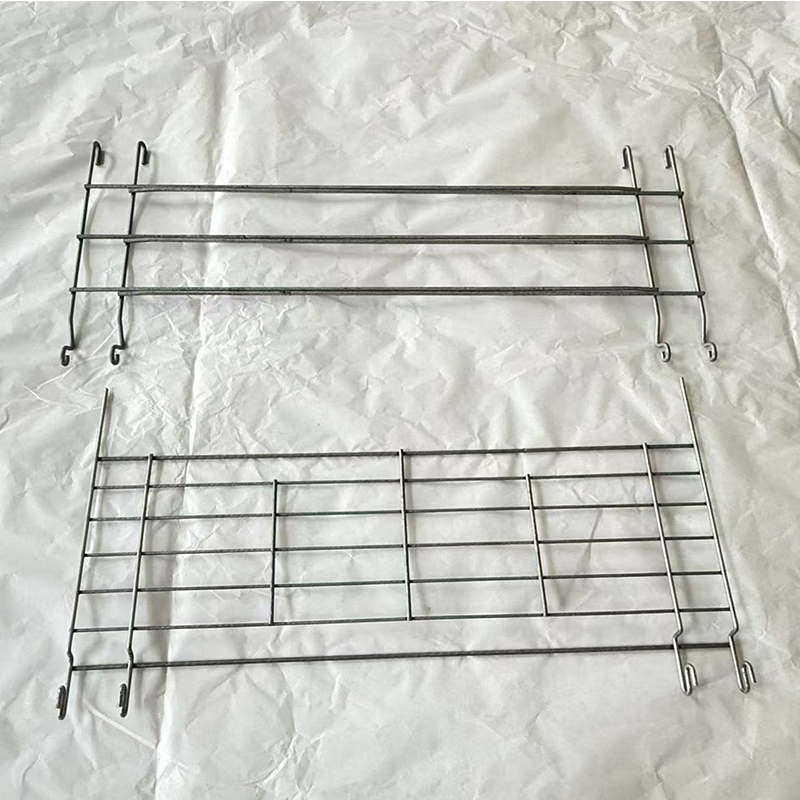
Штамповка и лазерная резка — основные методы формирования геометрии. Лазерные станки с ЧПУ обеспечивают высокую точность контура и чистоту кромки, что снижает потребность в последующей зачистке. Для массовых серий, таких как дверцы для животноводческих клеток или компоненты автомобильных систем, используется прогрессивная штамповка. Она позволяет получать десятки тысяч деталей в сутки с минимальным разбросом размеров. Автоматические сварочные комплексы выполняют соединение элементов с соблюдением режимов тока и скорости подачи проволоки. Это исключает человеческий фактор и гарантирует равномерность шва. После сварки обязательна зачистка и шлифовка поверхностей для удаления брызг и неровностей.
Финишная обработка включает в себя обезжиривание, фосфатирование и нанесение защитного слоя. Качество подготовки поверхности напрямую влияет на долговечность покраски. Если на металле останутся следы масла или окислы, краска начнет отслаиваться пузырями уже через месяц эксплуатации. Наша линия предварительной обработки включает многоступенчатую мойку и сушку. Порошковая окраска производится в камере с контролируемой влажностью и температурой, что обеспечивает полимеризацию покрытия без дефектов. Для специальных задач, таких как клеммники для КИП или вытяжные корпуса, применяется пассивация или анодирование. Готовая продукция проходит финальное тестирование на соответствие техническим требованиям, включая проверку геометрии и визуальный осмотр.
Стандарты качества и управление рисками при импорте
Работа с китайским производителем требует четкого понимания стандартов качества. Система менеджмента качества ISO 9001, внедренная на предприятии ООО «Цзянчжоу Сянгюй Металлические Изделия», регламентирует процессы на всех этапах: от закупки сырья до отгрузки. Каждая партия сырья проходит входной контроль сертификатов и физико-химических свойств. Промежуточный контроль осуществляется на каждом технологическом переходе. Это позволяет выявлять отклонения сразу, а не в конце цикла, когда исправление брака становится экономически нецелесообразным. Для российских заказчиков важно также учитывать требования ГОСТ и ЕАС, особенно если оборудование подлежит обязательной сертификации.
Логистические риски — еще одна статья расходов, которую нужно просчитывать заранее. Металлические корпуса имеют значительный вес и объем, поэтому стоимость доставки морем или ж/д транспортом составляет существенную часть цены. Неправильная упаковка может привести к повреждениям при перегрузке. Мы используем усиленные деревянные pallets и защитную стрейч-пленку с уголками. В нашей практике был случай, когда клиент сэкономил на упаковке, и при перевалке в порту часть партий получила вмятины, что потребовало дорогостоящего ремонта на месте. Надежный поставщик берет на себя ответственность за сохранность груза до момента передачи перевозчику.
Сроки производства зависят от сложности заказа и загрузки линий. Стандартные изделия могут быть готовы за 15–20 дней, тогда как сложные проекты с индивидуальной разработкой требуют 30–45 дней. Важно закладывать время на изготовление опытного образца (прототипа). Это позволяет проверить эргономику, сборку и функциональность до запуска основной партии. Гибкая модель сотрудничества поддерживает как единичные заказы для НИОКР, так и масштабные проекты «под ключ». Прозрачность процессов и ответственность за результат — принципы, на которых строится наше взаимодействие с партнерами из секторов энергетики, автокомпонентов и высокотехнологичного оборудования.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для производства корпусов?
Минимальный объем заказа зависит от типа изделия и технологии производства. Для стандартных штампованных деталей, таких как петли или кронштейны, MOQ обычно составляет от 500 до 1000 штук, так как требуется настройка пресс-форм. Для крупногабаритных сварных конструкций, например, шкафов автоматики или уличных грилей, мы готовы выполнять заказы от 50–100 единиц. Если требуется разработка новой оснастки, стоимость форм может быть компенсирована при достижении определенного объема закупок. Мы поддерживаем гибкость для стартапов и проектов на стадии тестирования, предлагая изготовление мелкосерийных партий по индивидуальным ТЗ.
Можете ли вы изготовить корпус по моему чертежу или 3D-модели?
Да, это основная специализация нашего предприятия. Вы можете предоставить чертежи в форматах DWG, DXF, PDF или 3D-модели в STEP, IGES, SolidWorks. Наши инженеры проведут анализ технологичности, предложат оптимизацию конструкции для снижения стоимости без потери прочности и подготовят управляющие программы для станков. Если у вас нет готовой документации, мы можем выполнить reverse engineering по образцу или разработать проект с нуля на основе технического задания. Важно указать все требования к материалам, допускам и типу покрытия на этапе согласования.
Как обеспечивается защита от коррозии при морской перевозке?
Для защиты от воздействия соленого воздуха и влаги при морской перевозке мы используем комплекс мер. Изделия упаковываются в влагонепроницаемую пленку с силикагелевыми осушителями внутри. Поверхность металла предварительно обрабатывается антикоррозийными составами. Деревянная тара проходит фумигацию и соответствует международным стандартам ISPM 15. При необходимости наносится временное консервационное масло, которое легко удаляется растворителем перед монтажом. Такой подход гарантирует, что корпуса оборудования из металла прибудут к заказчику в идеальном состоянии, без признаков ржавчины или окисления.
Какие сроки производства и доставки в Россию?
Срок производства стандартной партии составляет от 15 до 30 рабочих дней после утверждения образца и получения предоплаты. Доставка до Москвы или Санкт-Петербурга железнодорожным транспортом занимает около 14–20 дней, морским путем через порты Дальнего Востока — 25–35 дней. Мы помогаем в организации логистики, предоставляя все необходимые документы для таможенного оформления (инвойс, упаковочный лист, сертификат происхождения). Точные сроки рассчитываются индивидуально в зависимости от сезона, загруженности портов и специфики груза.
Ваш надежный партнер в мире металлообработки
Выбор поставщика металлических корпусов — это стратегическое решение, влияющее на себестоимость и надежность вашего конечного продукта. Сотрудничество с профессиональным заводом, таким как ООО «Цзянчжоу Сянгюй Металлические Изделия», дает вам доступ к современным технологиям, строгому контролю качества и конкурентным ценам. Мы не просто продаем железо, мы предлагаем инженерные решения, которые помогают нашим клиентам выходить на новые рынки и улучшать характеристики своей продукции. От прецизионных деталей для автомобилей до массивных шкафов для энергосетей — мы реализуем проекты любой сложности с соблюдением сроков и бюджета.
Не рискуйте качеством своего оборудования, доверяя его непроверенным исполнителям. Свяжитесь с нами сегодня для обсуждения вашего проекта, расчета стоимости и получения консультаций от наших инженеров. Мы готовы предоставить образцы, подготовить коммерческое предложение и организовать визит на производство для аудита наших возможностей. Начните сотрудничество с лидером в сфере металлообработки и убедитесь в преимуществах прямой работы с заводом-производителем. Заказать расчет стоимости металлических корпусов.